


在之前的文章中,我們詳細談了談 鋁合金真空釬焊的原理與釬焊用料,以及真空鋁釬焊設備與鋁合金真空釬焊工藝。
今天,我們將來了解一下焊接溫度對鋁合金真空釬焊接頭的影響。
焊接溫度對鋁合金真空釬焊接頭的影響
隨著現代化焊接技術的不斷發展,在焊接技術飛速發展的同時,人們越來越注重對焊接技術提升,作為焊接中的重要影響因素,焊接溫度在焊接過程中占據著重要的位置,要想全面提升焊接的能力,就應該在實際焊接中注重對焊接的溫度進行把控。
作為焊接中的一項重要焊接內容,鋁合金真空焊接在其實際焊接中更加注重對焊接溫度的把控,通過對焊接溫度的把控,從而來控制焊接中的釬焊連接接頭。
基于此,本文在實際研究中進行了不同焊接溫度度鋁合金釬焊連接接頭影響分析。
實際研究中,首先進行了焊接材料的選定,其次進行了焊接實驗的過程分析,最后進行了焊接溫度對焊接材料的連接接頭影響分析,希望在本文的分析中,能夠為鋁合金的釬焊連接接頭焊接溫度應用提供參考。
1、選定焊接材料
本文在研究焊接溫度對釬焊連接接頭的影響中,選定的焊接材料是 3A21 防銹鋁、6061 及 6063
鍛鋁合金。通過對焊接材料的化學成分區分,從而全面地了解焊接材料在實際焊接過程中的溫度應用。具體的焊接材料化學成分如表1所示。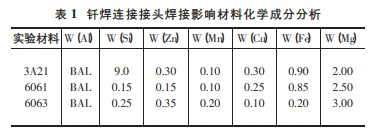
通過對焊接材料的化學成分分析,發現在 6061 焊接材料的表面附著著厚度為 130μm 的 AA4004 釬焊。
在實際焊接的過程中,由于焊接作業的影響,因此焊接的材料在高溫狀態下,會氧化成氧化鋁。
因此在實際焊接過程中一定要注重對焊接材料適用的焊接溫度進行掌控,只有把握好焊接材料的適用溫度,才能夠在實際焊接中有效的將焊接作業程序實施好。
一般在真空釬焊過程中,其焊接的環境真空度應該在 1×10-3Pa,同時其焊接的溫度控制應該在 600℃到 620℃之間,只有保障在這個范圍內的焊接溫度應用,才能夠全面的將焊接作業實施好。
2、焊接實驗過程分析
2.1 焊接方法分析
在真空釬焊過程中,采用的是 3A21 釬焊連接接頭,在實際焊接過程中,將焊接的角度設定在 70°,選用的焊接設備為福尼斯 TPS5000MIC 型號焊機。
在進行實際焊接作業之前,將焊接的溫度設定好,設定的溫度為600℃[2]。
對焊接中的三組焊接材料進行了專門的焊接技術應用分析,假定在實際焊接中,焊接層數為三層,那么在實際焊接過程中,需要對應的焊接工藝參數如表
2 所示。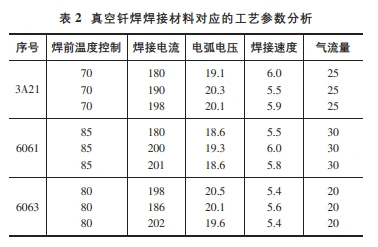
2.2 焊接檢測方法分析
在實際焊接中,運用 XXG-1605X 射線對焊接的結果進行檢測,通過檢測發現在實際焊機中其焊接的材料對溫度的應用需求,是存在著明顯差別的。
同時在焊接過程中,由于焊接材料承受的力學性能存在著差別,因此其焊接的影響結果是不同的。
在焊接檢測的方法應用中,采用金相試樣研磨進行了專門的焊接材料試驗成果檢驗,在實際檢驗中,利用低濃度的混合酸作為試驗的腐蝕劑進行專門的處理,在處理中運用 HF、HCl 以及水等化合物按照 1:1 和1:1.5 的比例進行專門的腐蝕劑配置,將配置好的腐蝕劑運用到實際的焊接材料檢測中。
在實際腐蝕劑的應用中,腐蝕的時間是 20s,在腐蝕試驗結束后,將腐蝕物的表面吹干,同時運用顯微鏡對試驗材料進行觀察,觀察中記錄下相關的數據。
3、焊接溫度對焊接材料的實驗影響結果分析
3.1 焊縫質量分析
在對三組試驗結果進行分析檢測中,發現在三組的試樣中,都沒有出現明顯的裂縫,但是通過對試驗進行 X 射線探傷,發現在第一組焊接材料中,存在著少量的氣泡。
但是氣泡的存在并不影響整體的焊接結果,因此按照國際焊接標準 ISO10042 將此次的焊接等級劃分為 B 類等級。
3.2 釬焊連接接頭的力學性能分析
在實際焊接結束后,要對焊接的結果進行專門的焊接力學性能測試,通過焊接力學性能測試,從而確定實際焊接中的成果影響。
通過對三組試樣材料選段抽樣,發現其力學性能的對比結果是存在著明顯的差別的,具體的差別表述如表
3 所示: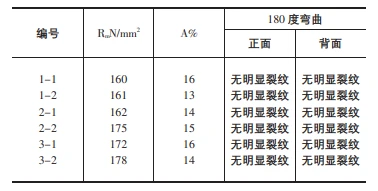
3.3 釬焊連接接頭的金相組織分析
通過對試驗抽查檢驗,發現在試樣的選取中,會受到焊接溫度的融合和熱度值影響,只有保障在實際焊接中焊接的金相組織能夠滿足真空焊接的溫度需求。
同時在焊接金相實驗組織的檢查中,應該進行專門的金相檢查融合度檢查,也就是說在實際檢查中,應該進行焊接溫度的金相檢查熔融狀態影響分析,只有保障在實際焊接過程中的溫度應用能夠使焊接材料進行熔融狀態的轉變,這樣才能夠全面地將焊接溫度對焊接材料的影響降低。
4、結語
綜上所述,在進行鋁合金釬焊連接接頭的焊接中,一定要注重對焊接中的溫度掌控,只有保障在實際焊接中的溫度需求,能夠滿足釬焊的連接接頭焊接溫度需求,這樣才能夠將焊接的溫度掌控好。
本文在實際研究中,針對焊接材料以及焊接的過程和焊接溫度對焊接結果的影響做出了分析,在分析中得知焊接溫度在鋁合金釬焊連接接頭的焊接中,對其焊縫的質量和釬焊的連接接頭力學性能具有一定的影響,同時在焊接中,焊接的溫度還能夠影響釬焊連接接頭的金相組織。
只有在焊接的過程中,有效地找準焊接的溫度應用,才能夠全面地將焊接的釬焊接頭連接焊接好。