


在之前的文章中,我們介紹了 6061和6063鋁合金真空釬焊后強度變化分析。
今天我們繼續(xù)深入,介紹一下6061和6063鋁合金真空釬焊熱處理強化工藝參數(shù)與流程。
6061和6063鋁合金真空釬焊熱處理強化工藝參數(shù)與流程
強度實驗
通過對資料的查詢可以發(fā)現(xiàn),在 500~530℃之間,6031 與 6063 兩種鋁合金的固溶作用較強,因而在實驗的過程中,選擇該范圍的中間值,即 515℃作為固溶溫度。為了將強化相恢復(fù)成一般狀態(tài),應(yīng)確定出足夠的固溶時間。

由于在兩種鋁合金內(nèi),Si、 Mg、 Cu 的含量均在 1.0%以下,所以選擇的固溶時間不用很長,150min 即可。
固溶并冷卻時,如果出現(xiàn)相變現(xiàn)象,將會使合金內(nèi)的晶粒變粗,從而減弱了合金的強度。
因此,應(yīng)最短的時間內(nèi)將合金冷卻到常溫狀態(tài)。此外,鋁合金固溶完成后,還要對其進(jìn)行時效處理,只有這樣才會將強化相最接近原始的狀態(tài)。而時效處理時,也與時間與溫度具有直接的關(guān)系。
通過資料的查詢,本研究當(dāng)中,設(shè)置了 190℃與 170℃兩個溫度變量,設(shè)置了120min、 240min、 360min、 480min 四個時間變量。
通過上述試驗流程,進(jìn)而得到兩個材料的拉升強度,如表2所示。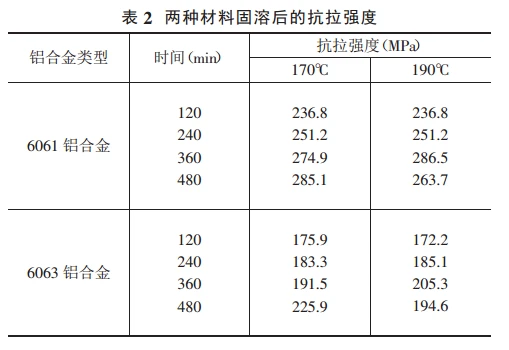
從該表中可以發(fā)現(xiàn),6061 與 6063 鋁合金在 120min、170℃或 190℃下,抗拉強度增長最快,能夠恢復(fù)到原來的80%左右;
從溫度的角度來說,190℃的時效更快,并在360min 后,強度達(dá)到頂點。
而 170℃下雖然時效雖慢,但固溶 480min 后,可以得到最大的強度。因此,175℃、 480min為**時效。

冶金組織分析
利用光學(xué)顯微鏡分別拍攝出固溶與時效處理后的6061 與 6063 鋁合金圖像。
通過對圖像的觀察可以發(fā)現(xiàn),聚集的強化相尺寸變小,并較為均勻的分布在合金內(nèi),從而說明固溶處理后,鋁合金內(nèi)的強化相被有效的進(jìn)行了分解,并通過之后的時效處理,將強化相均勻的平鋪,從而提升了合金的強度。